
模切刀的要求
模切刀应满足以下性能要求:钢材质地均匀、刀身与刀锋的硬度组合适当、规格准确、刀锋经淬火处理等。
优质的模切刀其刀锋硬度通常明显高于刀身硬度,这样既便于成型,又提供了较长的模切寿命。
模切刀的种类
模切刀根据功能不同可分为平版模切刀、圆压圆模切刀(如尖齿刀、优力刀等)、特殊效果刀(如点线刀、波纹刀等)。
模切刀的厚度常用模切刀、压痕线的厚度规格见下表

模切刀的高度
专业的模切刀制造公司可以提供各种高度的模切刀,最常用模切刀片的高度为13.80mm。根据模切机和被模切材料的特点,以及模切效果要求,其它常用的高度还有23.60mm、30mm、35mm、40mm、50mm等。常用厚度模切刀、压痕线的高度见表2:

低峰刀是应用最广泛的一种模切刀,虽然刀锋很小,看似不够锋利。其实,在模切 450g/m2以下的卡纸或一些厚度小于0.5mm的材料时,低峰是最理想的形式,其稳定厚度的刀刃支撑为压力的传送起到了很好的作用。常用低峰刀的角度为520,是非常稳定的基础角度。刃角越小,其模切阻力越小,自然更加锋利、易于切穿。但是,刃角越小,保证其锋利和刃口正确的拉削工艺越难。磨制刃口的420刀片制造工艺相对简单,目前已经有多家公司可以生产,但其刀片性能比拉削方式制作的刀片要逊色不少。以拉削方式制造的420刀片具有在模切卡纸时寿命长、可减少纸粉的显著特性;
高峰刀是为模切厚材料而设计的,其修长的刀锋可以极大地减少模切阻力,减小模切压力,同时给厚材料提供一个良好的切边;单边刀用于闭合形材料的模切或者要求切边是直边的场合;单边高峰刀用于模切厚材料。
刀片类别
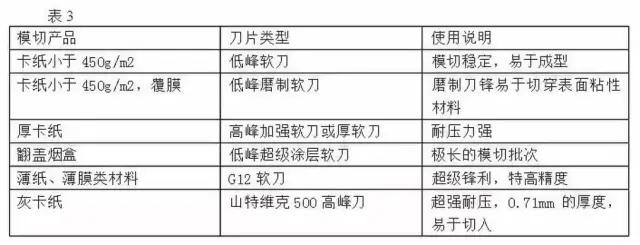
刀片的类别基本上是以刀身和刀刃的硬度以及刀片刀用材质的结构区分的,通常分为刀刃淬火和不淬火两大类刀片。淬火的刀刃与柔韧的刀身相结合,实现了刀片弯曲性与耐用性的良好结合。以上两大类刀片根据用途的不同分为表3所示的几种,在模切不同的产品时,它们有不同的表现。
模切版的制作
在制作模切版前,首先要考虑所要模切的对象的情况,如瓦楞纸板的厚度、精度要求、模切数量。再确定采用何种成型方式,何种模切刀、压痕线各海绵胶等材料。平压平模切刀的选择与制作 平压平模切适用面较广,从不干胶、卡纸、瓦楞纸板到塑胶片,木板类的材料都可。由于包装材料的不断发展,很难将所有的材料和用刀方法一一列举。根据模切机和模切材料的具体特性,专业的刀片公司可以为用户提供满意的方案。
圆压圆模切刀的选择与制作
随着市场对产品精度和包装速度的要求不断提高,模切成型已经成为纸箱生产的主流。纸箱模切有平压平模切、圆压平模切和圆压圆模切3种方式,其中,平压平模切精度最高,圆压圆模切效率最高。随着高档模切材料和技术的不断应用、普及,越来越多的纸箱厂选用了圆压圆模切机来生产瓦楞纸箱。
模切加工中对底胶垫、反弹胶的要求
底胶垫和反弹胶的性能对模切质量也有很大影响,因此对其也有较高要求。要求:底胶垫要尽量平整,反弹胶要根据模切刀的高度和所模切产品而定,若配置不好,会出现清废不好、模切不均匀等问题。
圆压圆模切对底胶垫的要求更高,最关键的是其耐切性能,要求在模切刀的百万次切割下,其表面结构仍非常紧密。如果底胶垫不耐切,模切一段时间后其表面结构变得松散,就会造成模切不彻底,线速度快速下降,模切精度较差。因此,最好采用耐切的底胶垫,并且定期调整底胶垫的位置。
压痕钢线的选择
压痕刀具称为钢线、压痕线或啤线。根据不同压痕需要,钢线的形状有单头线、双头线、圆头线,平头线和尖头线等, 装版是将模切压痕的印版固定在模切机版框中,并按规定位置定位。
粘高弹海绵
模切压痕版排好后,在钢刀的刀缝和刀沿粘上高弹海绵,利用高弹海绵的弹性作用,将模切的印料从刀口间推出,避免钢刀被嵌牢而影响操作。高弹海绵的形状与规格可以根据版面的具体情况选定。高弹海绵应高出刀口3mm~5mm为宜,硬高弹海绵高出少一些,软高弹海绵可高出多一些。高弹海绵的高低以能保证模切料从刀口顺利推出。
垫版
垫版是将模切压痕印版下面垫上一层或数层纸或纸板,使版面钢刀、钢线压力均匀。检查印版压力是否均匀可采用如下方法。
(1)试压
用大于模切印版版面的纸板(可选用400~500g/m2)和60g/m2的咭纸覆在模切版面上,进行试压。压痕浅的地方压力轻,应进行垫版;压痕深的地方,压力大,不需要垫版或少垫版。
(2)涂墨
用墨辊在模切压痕版面上涂墨,墨迹深的地方为版面高点,也是压力大的点,不需垫版或少垫版;墨迹浅的地方为版面低点,也是小压力点,必须垫版。
(3)压复写纸
将模切压痕版面压在复写纸上,复写纸下面铺上白纸,观察白纸上的复写印迹。复写印迹深的地方为大压力点,复写印迹浅的地方为小压力点。检查出模切痕版面钢刀和钢线的压力情况后,用局部或全部逐渐增加或减少咭纸层数的方法,使版面压力均匀。
开机模切压痕印版和压痕模装好后,可开机进行模切压痕。根据印刷品的图文规格和成型要求,调整规矩位置,定位一定要准确。

